目前,普通渗碳工艺渗层深度一般为0.5~2.5mm,无法满足重载和强烈磨损的服役条件,容易引起渗碳工件表面发生疲劳、产生剥落等现象。针对心部强度要求高、表面要求特别耐磨、承受重载荷或冲击载荷的零件,丰东自主开发了渗碳渗层深度可达3.5~10.0mm的可控气氛超深渗碳工艺。
Part.1 超深渗碳热处理装备
根据客户需求和行业发展趋势,设计、组装了PMB72-72-56G型超深渗碳热处理炉(见图1),有效加热区尺寸为1828 mm ×1828 mm ×1422 mm(长×宽×高),工作温度范围750~1050℃,采用燃气加热,通过优化气氛控制系统充分保证渗碳均匀性,并带有缓冷装置,单炉处理能力可达5500 Kg(预计月处理能力可达100000 Kg以上)。

Part.2 超深渗碳热处理工艺特点
为精准控制超深渗碳件热处理质量,通过缩短渗碳时间、优化RX发生器流量、增加扩散时间、降低淬火温度等工艺方法,实现了表面碳化物控制、马氏体级别及残留奥氏体控制、渗层硬度梯度控制、心部硬度及组织控制四个关键技术难点的突破,超深渗碳热处理工艺质量稳定,可满足不同用户的技术需求。
Part.3 超深渗碳热处理工艺应用领域
超深渗碳工艺技术主要用在心部强度要求高、表面要求特别耐磨、承受重载荷或冲击载荷的零件,如重型轴承、低速重载齿轮、重型冲击轴套等。
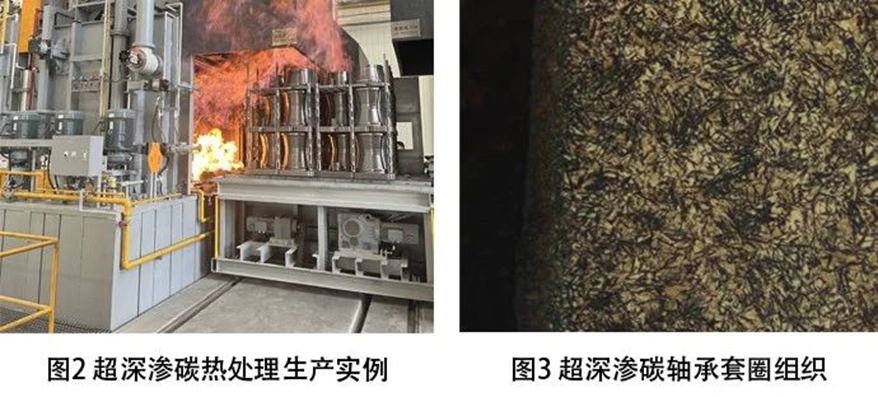
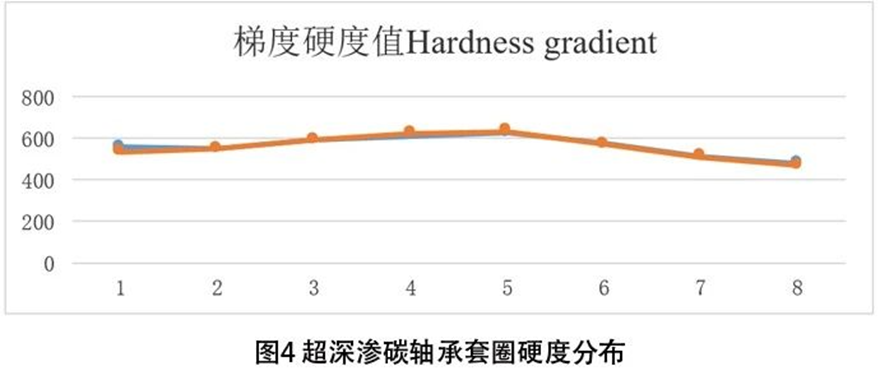
丰东已经将开发的超深渗碳热处理工艺应用于大型风力发电装备用轴承套圈的表面渗碳(见图2)。该零件经超深渗碳后,表面硬度高、表面碳化物明显减少、颗粒碳化物呈弥散状均匀分布,内氧化< 80 μm,有效硬化层深度达 6.40 mm,马氏体及残留奥氏体级别为 2 级(见图3),从表面至心部硬度呈梯度分布(见图4),热处理质量完全符合GB/T 28694-2012《深层渗碳 技术要求》标准,达到了客户的技术要求。